全國咨詢熱線
+86-13555929577
+86-0411-88026630

大連凱蔓科技有限公司
大連凱德精密機械有限公司
聯系人:孫總
電話:+86-13555929577
座機:+86-0411-88026630
郵箱:dlkdjmjx@163.com
網址:www.jzzypx.cn
地址:大連市金州區站前街道福泉建設集團院內
大連精密機械加工 零件在加工和裝配過程中所使用的基準,稱為工藝基準。工藝基準按用途不同又分為裝配基準、測量基準及定位基準。在零件圖上用以確定其它點、線、面位置的基準,稱為設計基準。
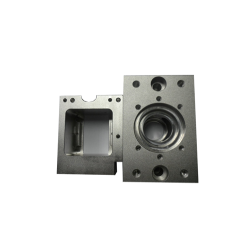
精密機械加工 的軸套零件,各外圓和內孔的設計基準是零件的軸心線,端面A是端面B、C的設計基準,內孔的軸線是外圓徑向跳動的基準。為了保證加工精度,粗、精加工分開進行。
因為粗加工時,切削量大,工件所受切削力、夾緊力大,發熱量多,以及加工表面有較顯著的加工硬化現象,工件內部存在著較大的內應力,如果粗、粗加工連續進行,則精加工后的零件精度會因為應力的重新分布而很快喪失。對于某些加工精度要求高的零件。
零件在加工過程中,作為定位基準的表面應首先加工出來,根據圖紙或者之前分析出來的參數等,把大體的零件形態加工出來。以便盡快為后續工序的加工提供精基準。加工精度達到 1微米的機械加工方法。精密機械加工是在嚴格控制的環境條件下,使用精密機床和精密量具和量儀來實現的。加工精度達到和超過 0.1微米稱超精密機械加工。
在航空航天工業中,精密機械加工主要用于加工飛行器控制設備中的精密機械零件,如液壓和氣動伺服機構中的精密配合件、陀螺儀的框架、殼體,氣浮、液浮軸承組件和浮子等。飛行器精密零件的結構復雜、剛度小、要求精度很高,而且難加工材料所占的比重較大。